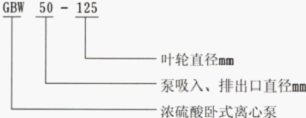
GBW型卧式浓硫酸离心泵
GBW型浓硫酸离心泵(简称GBW浓硫酸泵)是上海邦泉泵业制造有限公司根据ISW型卧式管道离心泵之性能参数,采用了浓硫酸专用铸铁和碳钢二种材料和优秀水力模型进行优化设计制造而成。特点是该泵轴封采用外装式优质机械密封,动、静环采用新型硬质合金或陶瓷制成,耐磨损、无泄漏、使用寿命长。被广泛应用于各大化工企业的浓硫酸介质输送。
型号意义
产品特点:
1、运行平稳:浓硫酸泵泵轴的绝对同心度及叶轮优异的动静平衡,保证平稳运行,绝无振动。
2、滴水不漏:该泵轴封采用外装式优质机械密封,动、静环采用新型碳化硅对碳化硅制成,耐腐蚀、耐磨损、无泄漏、使用寿命长。
3、噪音低:两个低噪音的轴承支撑下的水泵,运转平稳,除电机微弱声响,基本无噪音。
4、故障率低:结构简单合理,关键部分采用国际一流品质配套,整机无故障工作时间大大提高。
5、维修方便:更换密封、轴承、简易方便。
6、占地更省:出口可向左、向右、向上三个方向,便管道布置安装,节省空间。
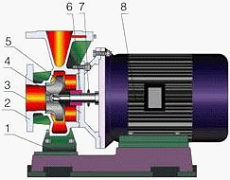
GBW型浓硫酸离心泵结构图:
|
|
序号
|
部件名称
|
序号
|
部件名称
|
|
1
|
底板
|
5
|
机械密封
|
|
2
|
泵体
|
6
|
主轴
|
|
3
|
叶轮
|
7
|
挡水圈
|
|
4
|
泵盖
|
8
|
电机
|
选材依据:
GBW型浓硫酸离心泵专用铸铁大量应用于80~100%的硫酸,温度可达60-80℃。铸铁在这一浓度和温度范围的硫酸中,表面能产生保护性的硫酸铁膜层。铸铁不适用于超过 100%的发烟硫酸,可能是由于三氧化硫与铁中所含的硅反应,使铸铁变脆。碳钢不适用于100~102%的发烟硫酸,超过102%的酸则又适用,温度限定 约为60℃。稀硫酸对铸铁的腐蚀很大,当酸浓度为47%左右时,腐蚀率达到高值。当酸浓度大于65%时,铸铁的腐蚀率显著降低。但是在65~80%这一段浓度中,不使用钢铁,以用铅或其它耐稀酸材料更为安全。
硫酸浓度:80%~98%,专用铸铁使用温度:25℃~50℃
硫酸浓度:80%~98%,专用碳钢使用温度:25℃~60℃
GBW型浓硫酸离心泵性能参数:
|
型 号
|
流 量
m3/h
|
扬 程
m
|
转 速
r/min
|
配用功率
kw
|
|
GBW25-125
|
4
|
20
|
2900
|
1.1
|
|
GBW25-160
|
32
|
2900
|
2.2
|
|
GBW32-125
|
5
|
20
|
2900
|
1.1
|
|
GBW32-160
|
32
|
2900
|
2.2
|
|
GBW40-125
|
6.3
|
20
|
2900
|
1.5
|
|
GBW40-160
|
32
|
2900
|
3
|
|
GBW40-200
|
50
|
2900
|
5.5
|
|
GBW50-100
|
12.5
|
12.5
|
2900
|
1.5
|
|
GBW50-125
|
20
|
2900
|
2.2
|
|
GBW50-160
|
32
|
2900
|
4
|
|
GBW50-200
|
50
|
2900
|
7.5
|
|
GBW65-100
|
25
|
12.5
|
2900
|
2.2
|
|
GBW65-125
|
20
|
2900
|
4
|
|
GBW65-160
|
32
|
2900
|
5.5
|
|
GBW65-200
|
50
|
2900
|
11
|
|
GBW80-100
|
50
|
12.5
|
2900
|
4
|
|
GBW80-125
|
50
|
2900
|
7.5
|
|
GBW80-160
|
32
|
2900
|
11
|
|
GBW80-200
|
50
|
2900
|
18.5
|
|
GBW100-100
|
100
|
12.5
|
2900
|
7.5
|
|
GBW100-125
|
20
|
2900
|
15
|
|
GBW100-160
|
32
|
2900
|
18.5
|
|
GBW100-200
|
50
|
2900
|
30
|
|
GBW125-100
|
160
|
12.5
|
2900
|
15
|
|
GBW125-125
|
20
|
2900
|
18.5
|
|
GBW125-160
|
32
|
2900
|
30
|
|
GBW125-200
|
50
|
2900
|
45
|
|
GBW150-125
|
20
|
2900
|
18.5
|
|
GBW150-160
|
32
|
2900
|
30
|
|
GBW200-200
|
200
|
12.5
|
1450
|
18.5
|
|
GBW200-250
|
20
|
1450
|
22
|
|
GBW250-250
|
550
|
20
|
1450
|
55
|
GBW型浓硫酸离心泵安装使用及注意事项和维护:
1、安装前应仔细检查泵体流道内有无硬质物,以免运行时损坏叶轮和泵体。
2、泵的进、出口管路上要安装调节阀,以控制泵在额定工况内运行。
3、打开进口阀门,使液体充满整个泵腔。
4、接通电源,当泵达到正常转速后,再逐渐打开吐出管道上的阀门,并调节到所需的工况。
5、检查电机、轴承处温升≤70℃发现异常及时处理。
6、严禁机械密封在干磨情况下工作。
 销售部
销售部

